ARCOR® (C.L.I.N.) eljárások szerint az acélból, öntöttvasból és szinter- vasanyagokból készült alkatrészek sófürdős karbonitridálását világszerte évtizedek óta alkalmazzák a legkülönbözőbb iparágakban. A kopásállóság és a kifáradási határ növelésére és – különösen az utóoxidálással összekapcsolva- a korrózióállóság növelésére használják. Sok esetben a C.L.I.N. eljárások a más felület-technikai eljárások, mint a betétedzés, galvanikus (pl. keménykrómozás) vagy más bevonati eljárások (műanyag- bevonatok, lakkozás, lézeres bevonatkészítés stb.) és a plazma- illetve gáz- karbonitridálás alternatívája, amely azonos vagy magasabb műszaki és minőségi tartalmat eredményez.
ARCOR® (C.L.I.N.) eljárások szerint az acélból, öntöttvasból és szinter- vasanyagokból készült alkatrészek sófürdős karbonitridálását világszerte évtizedek óta alkalmazzák a legkülönbözőbb iparágakban. A kopásállóság és a kifáradási határ növelésére és – különösen az utóoxidálással összekapcsolva- a korrózióállóság növelésére használják. Sok esetben a C.L.I.N. eljárások a más felület-technikai eljárások, mint a betétedzés, galvanikus (pl. keménykrómozás) vagy más bevonati eljárások (műanyag- bevonatok, lakkozás, lézeres bevonatkészítés stb.) és a plazma- illetve gáz- karbonitridálás alternatívája, amely azonos vagy magasabb műszaki és minőségi tartalmat eredményez.
Az eljárás végrehajtása
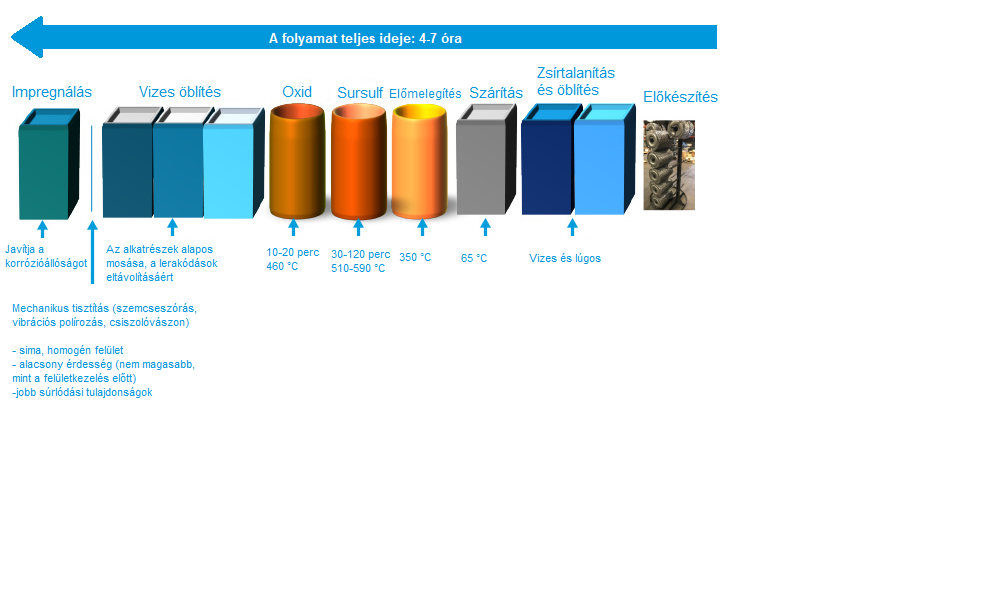
A SURSULF®, TENIFER®- nitridálási folyamat eljárásai a többi karbonitridálási eljáráshoz viszonyítva nagyon egyszerűek. Mint a sófürdőben történő kezeléseknél szokásos, az alkatrészeket először atmoszférikus kemencében kb. 350 °C–ra előmelegítik. A karbonitridálás az úgynevezett „nitridáló fürdőben” történik 480-630 °C –on, ahol a szokásos hőmérsékletet leggyakrabban 580 °C –ra választják meg. A sóolvadék lényegében alkáli cianátból valamint alkáli karbonátból áll és egy különleges anyagból készült levegőztető berendezéssel ellátott tégelyben van. A nitridáló fürdőben az aktív alkotórész az alkáli cianát. A karbonitridálási folyamat közben az alkáli cianát alkatrész-felülettel történő reakciójánál alkáli karbonát képződik. A nem mérgező regeneráló adalék célszerű hozzáadásával az aktív nitridáló komponens közvetlenül ismét a sóolvadékban képződik, és a fürdő aktivitását nagyon szűk határok között tartja.
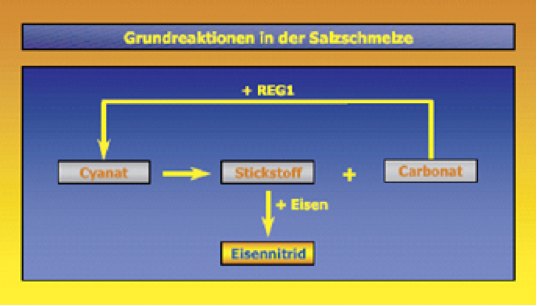 Alapreakciók a sófürdőben
Alapreakciók a sófürdőben
Cyanat = cianát,
Stickstoff = nitrogén
Carbonat = karbonát,
Eisen = vas
Eisennitrit = vasnitrid
Mivel a fürdőregenerálás a karbonitridáló fürdő térfogatváltozása nélkül történik, nem keletkeznek kimerült sókomponesek. Az alkatrészkezelésnél fellépő kihordási veszteségeket a utántöltő sóval pótolják. A gáznitrálással /gáz- karbonitridálással ellentétben a SURSULF TENIFER-QPQ- eljáráshoz szükséges nitridáló fürdő és regeneráló adalék nincs sem mérgezőnek, sem környezetre ártalmasnak besorolva.
ARCOR®
 A sófürdős karbonitridálás utáni utóoxidációs kezelést egy speciálisan kifejlesztett hűtőfürdőben Oxynit® fürdőben végzik el. Ennél a kezelt alkatrészek felületén egy fekete vasoxid-réteg (magnetit) képződik, amely a korrózióállóságot lényegesen fokozza. A hűtőfürdő hőmérséklete 370-420 °C között van. Ez az oxidáló hatás mellett a lehűtött alkatrészek méretváltozási viselkedését is kedvezően befolyásolja.
A sófürdős karbonitridálás utáni utóoxidációs kezelést egy speciálisan kifejlesztett hűtőfürdőben Oxynit® fürdőben végzik el. Ennél a kezelt alkatrészek felületén egy fekete vasoxid-réteg (magnetit) képződik, amely a korrózióállóságot lényegesen fokozza. A hűtőfürdő hőmérséklete 370-420 °C között van. Ez az oxidáló hatás mellett a lehűtött alkatrészek méretváltozási viselkedését is kedvezően befolyásolja.
Ezt követően történik a további lehűtés szobahőmérsékletre, valamint a kezelt termék megtisztítása. Ha meghatározott alkalmazási esetekben az alkatrészek felülete a karbonitridálás után túl érdes, akkor a polírozáshoz az alkatrész jellege szerint a legkülönfélébb módszereket lehet használni. Jól beváltak a következők:

QPQ
 A közbenső kezeléssel azonban a nyert korrózió elleni védelem egy része veszendőbe mehet. Ezért a polírozás után gyakran végeznek az OXYNIT fürdőben utóoxidáló kezelést.
A kezelés teljes folyamata a közbenső polírozással megfelel az ARCOR- QPQ - eljárásnak. A QPQ jelentése: Quench Polish Quench amely az ARCOR kezelést tartalmazza az utóoxidáló lehűtéssel, valamint ezután történő közbenső polírozást és egy újabb oxidáló utókezelést.
A közbenső kezeléssel azonban a nyert korrózió elleni védelem egy része veszendőbe mehet. Ezért a polírozás után gyakran végeznek az OXYNIT fürdőben utóoxidáló kezelést.
A kezelés teljes folyamata a közbenső polírozással megfelel az ARCOR- QPQ - eljárásnak. A QPQ jelentése: Quench Polish Quench amely az ARCOR kezelést tartalmazza az utóoxidáló lehűtéssel, valamint ezután történő közbenső polírozást és egy újabb oxidáló utókezelést.